


|
| ЦЕНА: по запросу |
|
|
|
КУПИТЬ
|
||||
|
|
||||
|
|

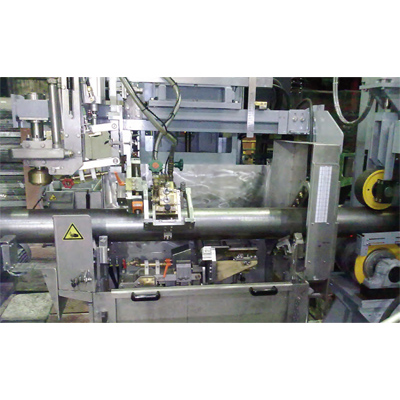
Данная система способна проводить замеры над округлыми и квадратными заготовками без перенастройки. Число датчиков и форма держателей подбирается в соответствии с геометрией заготовки и критериями теста. Компания KARL DEUTSCH с 1951 года занимается разработкой оборудования для ультразвукового контроля. Поставка первой автоматизированной системы для контроля бесшовных труб была выполнена более в 1965 году. Достижению современного технического уровня ультразвуковых систем ECHOGRAPH предшествовали многочисленные усовершенствования электронного оборудования ECHOGRAPH, разработка надежных механизмов ультразвуковых преобразователей. В KARL DEUTSCH существует строгая система контроля качества в соответствии со стандартом DIN EN ISO 9001.
Ключевой пункт контроля заготовок труб – это контроль их соединений. Ультразвуковой контроль с применением управляемых водяных форсунок практически не изнашивает держатель и позволяет быстро изменять диаметр оцениваемых заготовок. Эта технология так же называется омывающей и использует водяную прослойку между датчиком и заготовкой. Расстояние между датчиком и поверхностью трубы составляет несколько сантиметров, благодаря чему датчик практически не изнашивается. Вместо двухэлементных датчиков (использовавшихся в старых системах) используются датчики иммерсионного типа с широким диапазоном. С применением метода дистанционно-амплитудной коррекции достигается одинаковая чувствительность для любой глубины.
Система ECHOGRAPH-KNPS отличается прочностью. Держатели перемещаются над материалом при помощи опорных рам и роликов. Таким образом можно компенсировать довольно большие отклонения от прямолинейности и определенных габаритов. При стандартной работе держатели опускаются и поднимаются над тестируемым материалом при помощи пневматического механизма. Время опускания и поднятия датчиков можно настроить точно в соответствии с положением и скоростью подачи заготовок. Таким образом механическая часть системы защищается от неровных концов или деформированных заготовок.
Материал – литьё, непрерывное литьё
Стадия обработки – раскатанные и выпрямленные
Сечение D – 50-250 мм
Длина >3 м
Отклонение от прямолинейности – макс. 5 мм/м, макс. 10 мм/м на концах
Состояние поверхности – после проката, без рыхлой окалины
Температура – 5-80 оС
Края заготовок – обрезанные или спиленные, без длинных заусенцев
Определение дефектов – внутренние дефекты >1,5 (отверстия с плоским дном, FBH) в зависимости от D
Овальность – макс. 2,5% от D
Радиус закругления кромок (Q) – около 10% от D
Допуск по углу (Q) – 90° ± 2°
Кручение профиля (Q) – макс. 2°/m
Размер выпуклости (Q) – макс. 4 мм.
|
ПОХОЖИЕ ТОВАРЫ
|
||||||||||||








